IME Lathes
Later IME 100 & 300 Lathes IME Precision Drill IME Additional Photographs
Interesting Sales & Accessories Literature is available for these lathes
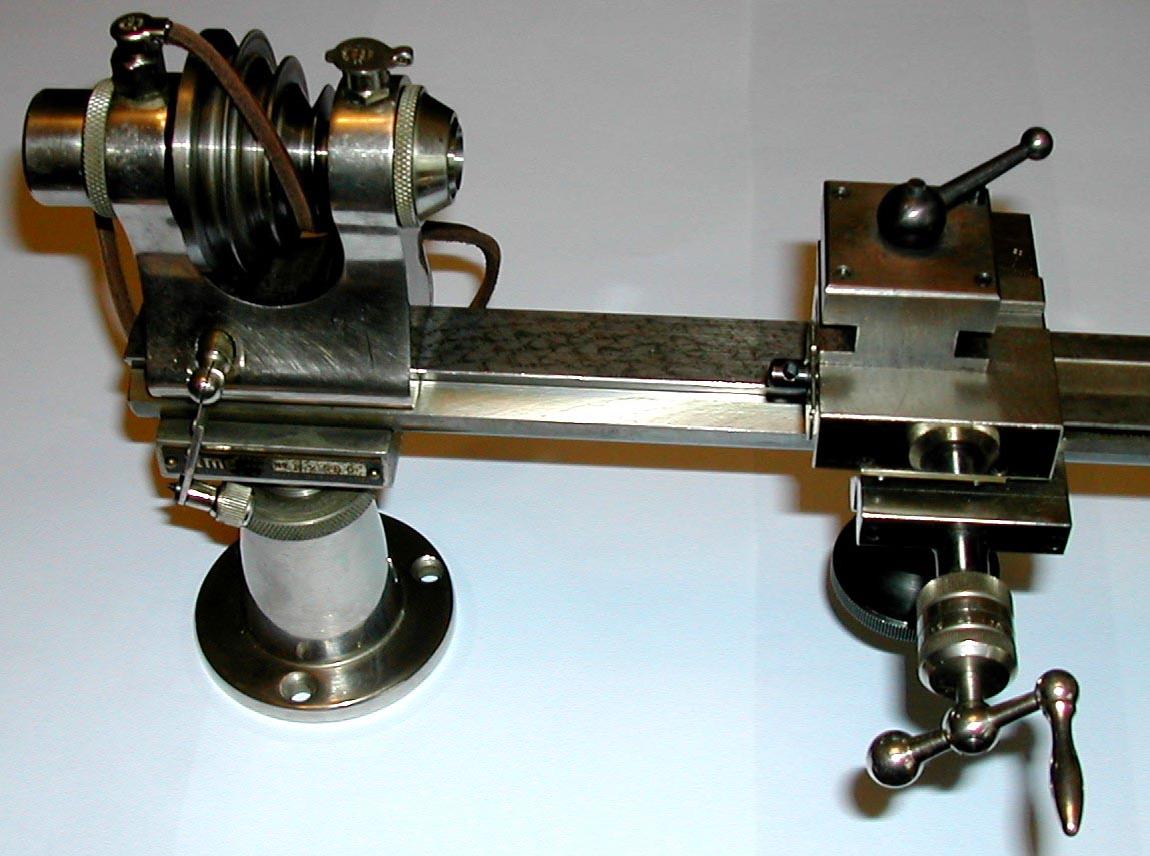
Although several UK companies re-branded watch and clockmaker's lathes as their own - especially the London dealers George Adams who, pre-WW2, offered replicas of G.Boley and Boley & Leinen machines - genuine British makers of watch and clockmakers' lathes are rare. Probably the best known are Pultra (covered in ME earlier this year) and two others: I.M.E. and B.T.M. The Ideal Machine Tool and Engineering Company (I.M.E.) were originally based at 282 Kingsland Road, London E.8, England and made a small range of precision machine tools that including an 8 mm watchmakers' lathe with an 80mm centre height, two larger instrument-makers' lathes of later manufacture and a fine quality drill. All the lathes, and the drill, were their own design with the firm's original product, the 8 mm lathe, being built in relatively large numbers (as WB and CWO variants) and is still frequently encountered today. Individual model types included the WB1/15, WB5/15, WB6/15 as well as complete boxed "Workshop Outfits" CWO/15, COM/15, COMB/100 and 100/GIB/A-B. The whole lathe was beautifully conceived with every element of the design thoroughly considered; it was constructed of the finest quality materials and assembled and tested with great care - of all the English-made watchmakers' lathes this is, without doubt, the finest. Unusually for this class of machine, it had a V-edged bed made in tool steel, that was, needless to say, finish ground then hand scraped and nickel plated; the 254 mm-long short-bed version had a single, adjustable, swivelling foot whilst the longer bed versions (lengths up to 350 mm were available) sat on twin (rigid) versions of the same mounting.
Made of nickel-chromium steel, the hollow 8 mm-collet headstock spindle was hardened, heat-treated, ground and finally lapped to a perfect fit in its high-carbon steel conical bearings. The interior of each bearing was fitted with an oil-retaining felt washer whilst an exterior dust cover was fitted to provide further protection against the ingress of dirt. On early models each bearing housing was topped with almost flush-fitting, spring-loaded oilers, but later versions had tall, flip-open caps and oil feed through wicks. The balanced 3-step headstock pulley was in duralumin but with a high-carbon steel plate fastened to its left-hand face into which was drilled a ring of 60 division holes - although the factory also offered alternative plates, with different numbers of holes, to special order. A weak point was the use of a simple swing-in-and-out pin (on an adjustable spring arm) to index the pulley - some competing lathes having a more robust arrangement where the pin was supported by being passed through the left-hand wall of the headstock casting. To ensure absolute concentricity between headstock and tailstock the two units were assembled on a "master" bed and their bases ground and scraped until a perfect alignment had been achieved.
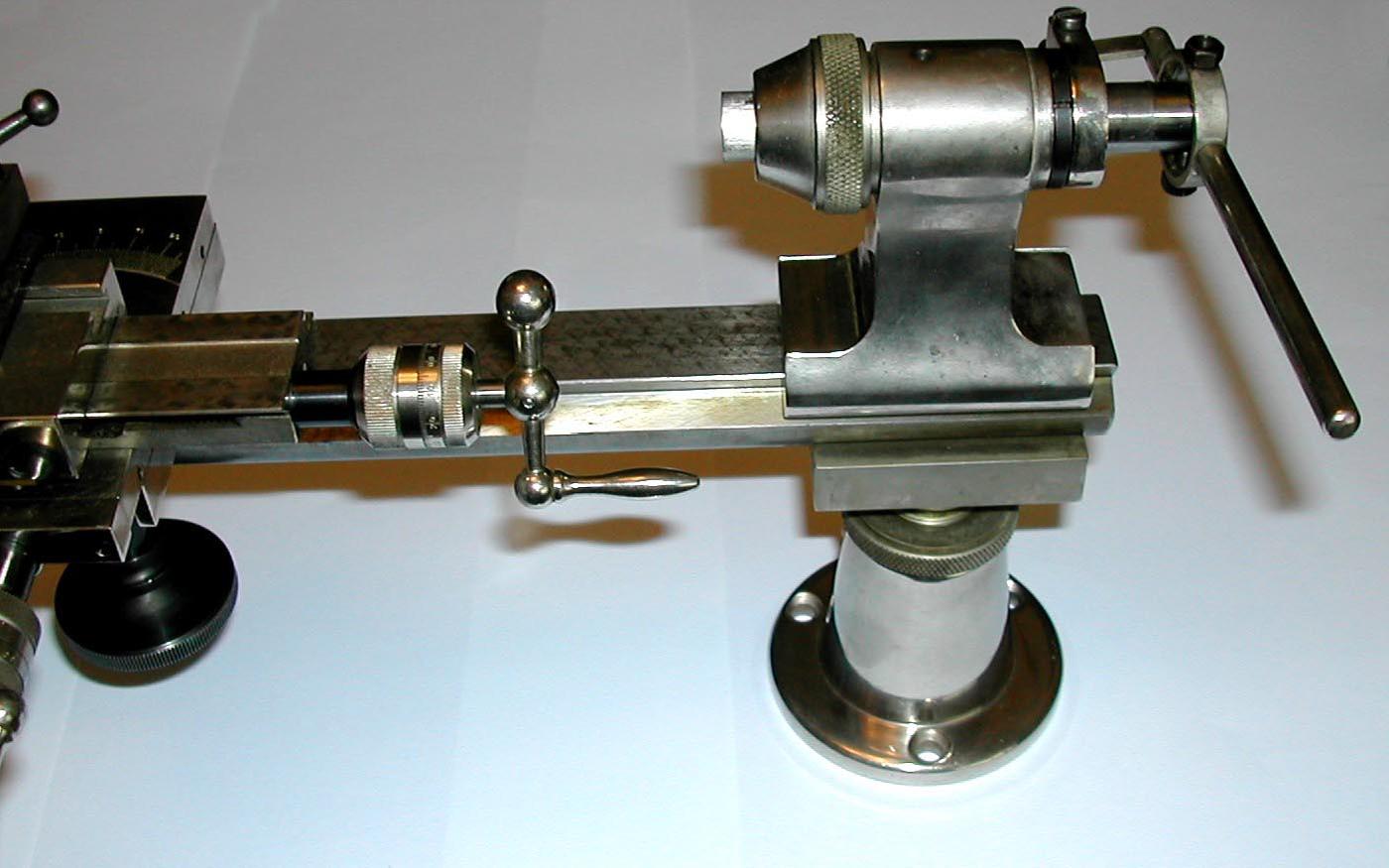
Fastened to the bed with full-length clamps, both headstock and tailstock could be firmly held with just a light touch on their locking handles. The standard tailstock featured a "push" barrel that ran through 4-jaw collet compressed by turning a knurled cap - the system ensuring that collets and other fittings were held in perfect concentricity with the bore. Other options for the tailstock included a screw-feed barrel (with a graduated collar) and a lever-feed attachment with a barrel able to take either 6mm collets - or the same 8mm type as the headstock. A pleasing touch was the provision of a replaceable spindle bush in the tailstock allowing easy replacement without affecting the accuracy of the unit.
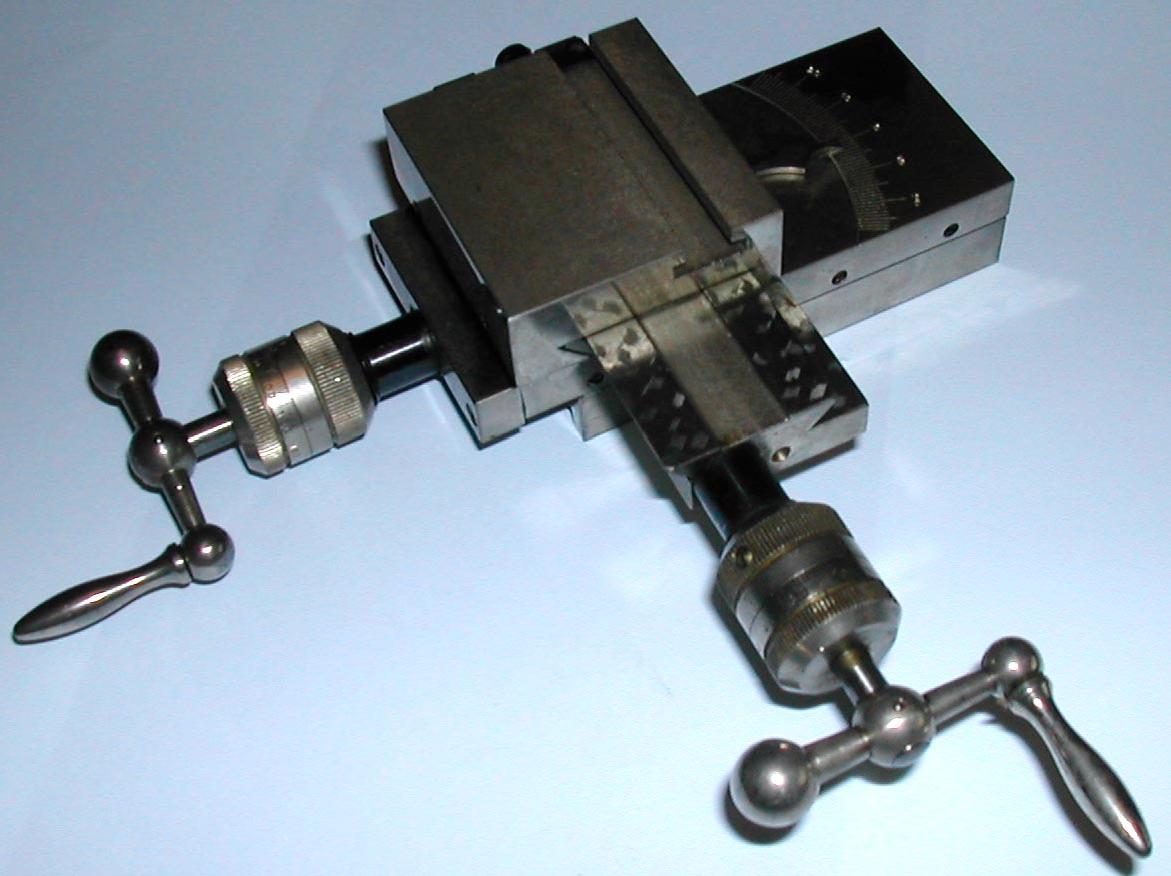
Even the T-rest was a novel design with the shaft of the T set into a miniature 4-jaw collet fixing that was opened and closed by a four-spoke ring surrounding its base. Ingeniously, screw-adjustable balls were fitted to compensate for the wear on the rest. Besides a conventional compound slide, a special version was produced that had both handles facing the front - but with the top slide incorporating a neat helical gear arrangement to turn the drive through ninety degrees.
After assembly, the advertising literature claimed that each lathe was run at 5000 rpm for eight hours after which it was dismantled, inspected and re-assembled before being packed for sale into its polished mahogany box complete with a signed test certificate.
Although surviving advertising literature only mentions an 8mm lathe it is almost certain that a 6mm version was built as well, some 8mm lathes having being discovered with a supplementary, 1.625" centre height headstock and a set of 6mm collets in their boxes. If the lathe is complete as sold, the underneath of these supplementary headstocks may well be found stamped with a production number corresponding to the one found on the maker's test certificate.
In later years (but at an unknown date), the makers moved to Woburn, south east of Milton Keynes in Bedfordshire and introduced two new models: the conventional-looking 2-inch centre height Model 300 and the very unusual (and much heavier) 3-inch Model 100. The latter machine was mounted on a substantial cast-iron base that formed, at the rear, a mounting point for the rear-mounted variable-speed motor and, at the front, a space for a large rotary speed-control dial. Whilst both lathes retained the same design of tool-steel, V-edge bed and beautifully made compound slide rest, the tailstock and headstock were completely new. The headstock (which, like the tailstock, was left unpainted) was formed as a simple, box-section casting with the drive to the spindle from an overhung, two-step toothed-belt pulley. Power was provided by a 1/6 h.p. infinitely-variable speed, thyristor-controlled motor that gave speeds from 50 to 4000 rpm. Because both edges of the bed were formed with inverted V-shaped ways (most plain-turning and watchmakers' lathes have just bevelled top edges), the lathe was relatively easy to convert to a powered sliding carriage - and one very rare version of the Model 300 was indeed so equipped. Yet another (unadvertised) example has been found with a leadscrew and changewheel-driven screwcutting, again with the whole carriage, rather than just the top slide as on most similar machines, moving along the bed. The feed and screwcutting conversion consisted of two simple brackets, one bolted to each end of the (conveniently flat) bed ends. Each was bushed to carry the leadscrew and the headstock-end one adapted to support the changewheel banjo. A proper tumble-reverse mechanism was fitted between the spindle and changewheels and the apron provided with a double clasp-nut for engagement.
Early versions of the 100 and 300 had an unusual arrangement of headstock bearings with the spindle supported on a ball race immediately behind its nose and a taper roller bearing at the other end; later models were fitted with ball races at both ends. Both the Model 100 and Model 300 were offered with a small range of accessories including a 4-way toolpost, a rear toolpost on a long T-slotted raising block, a vertical milling slide, collets for the tailstock, lever-action and screw-feed tailstock barrels and (though never officially listed), raiser blocks for headstock, tailstock and top slide. More IME 8mm watchlathe pictures here