|
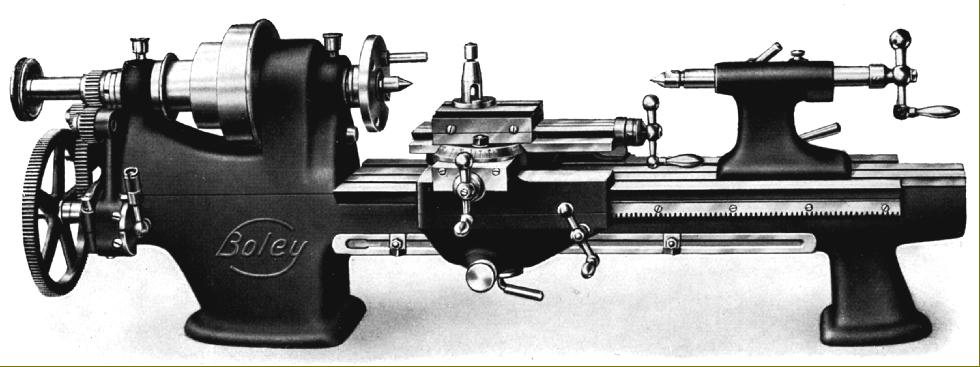
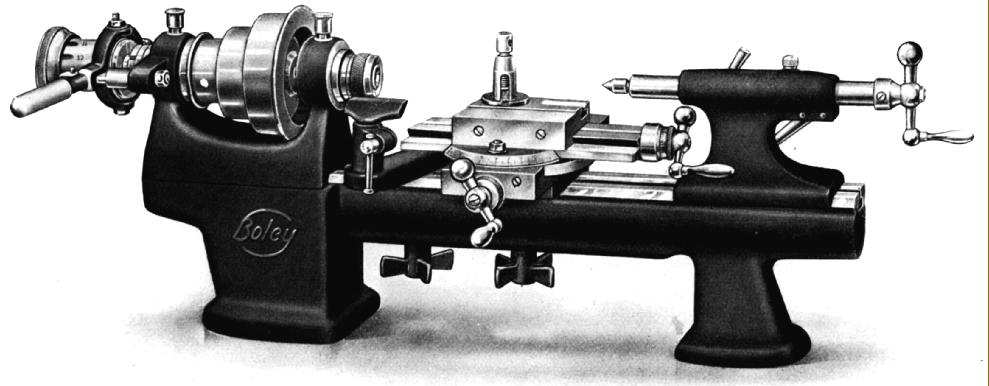
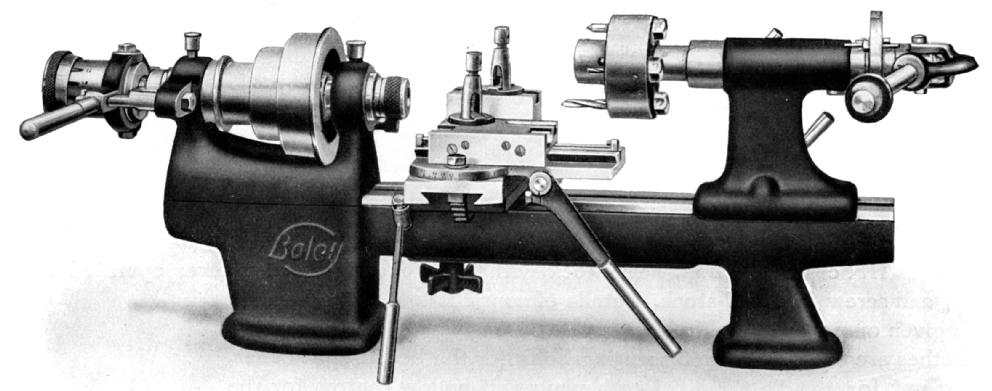
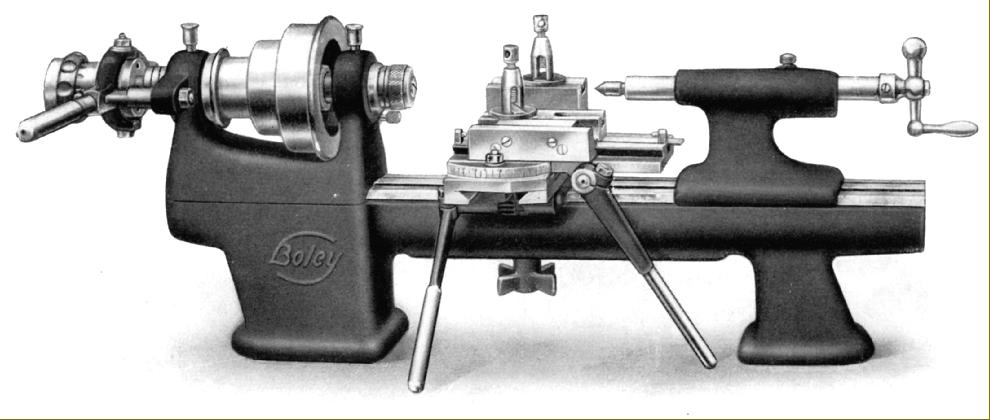
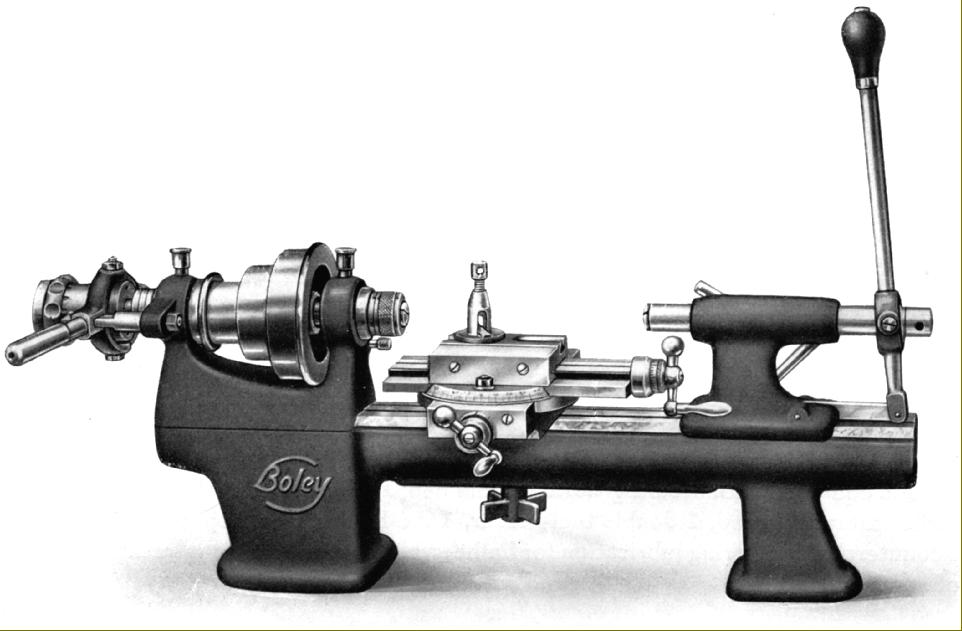
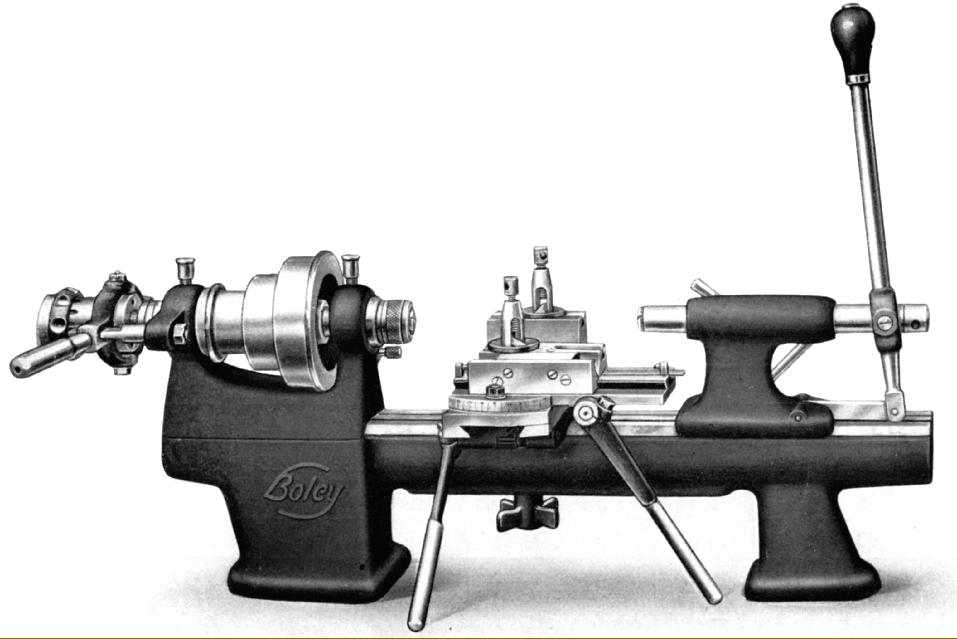
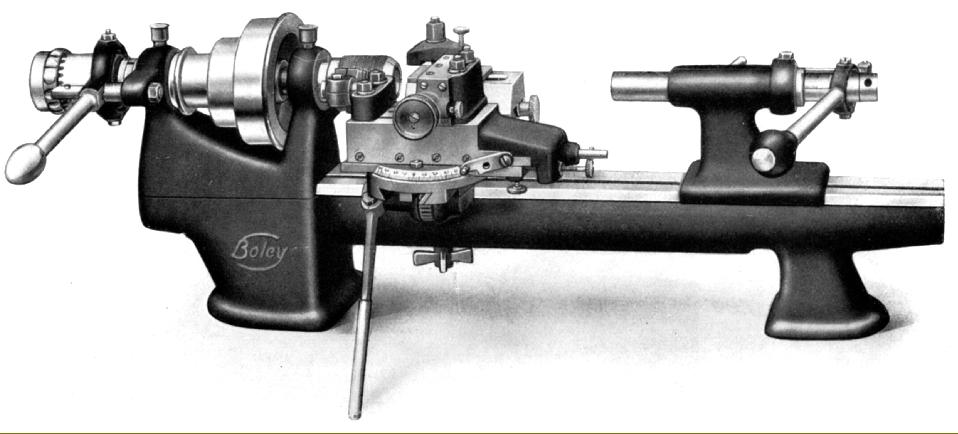
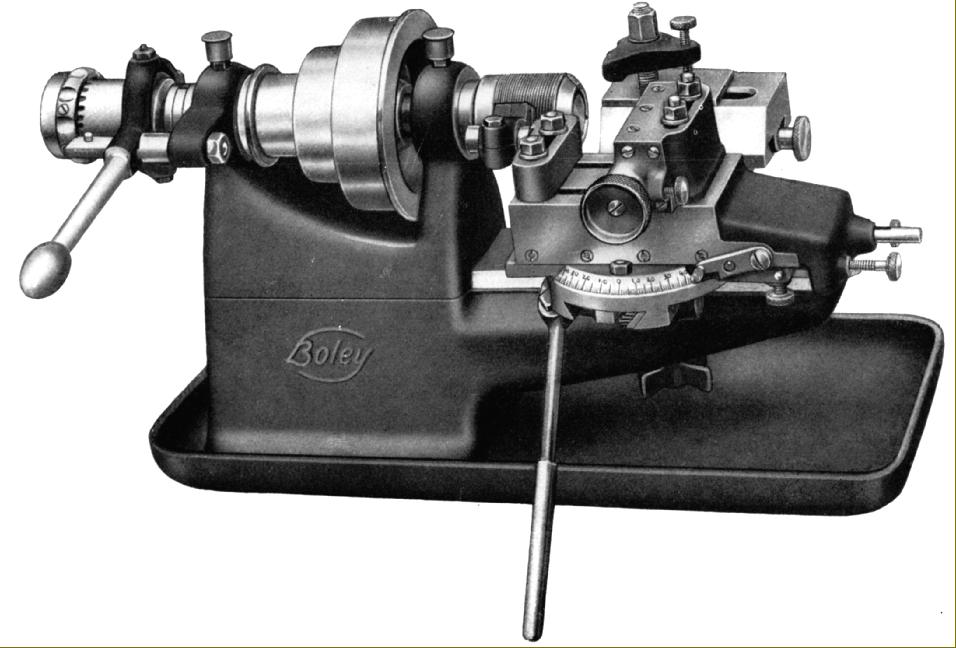
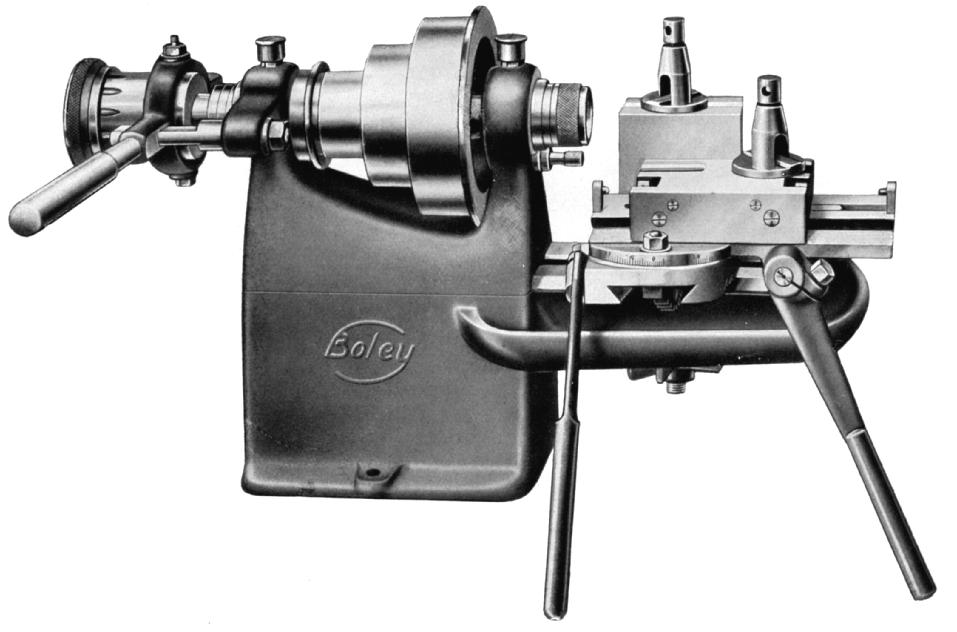
One of G.Boley's most popular and enduring models was the Series 3 and 4 - both very similar in construction but with the No. 3 lathe being of 90 mm (3.5") centre height and the No. 4 120 mm (4.7"). Illustrated below (with a photographic essay here of a later, more highly-developed model), these were enormously heavy, cleverly designed, beautifully made and elegant machine tools produced in a wide variety of models and with suffixes such as L, C, L, H, R, CR, BJ, HL, HM, etc., the designation reflecting a precise specification and level of standard equipment. Whilst many were produced as plain-turning precision lathes, or set up with lever-action collet closers, capstan heads and cut-off slides for mass production work on small, close-tolerance components used in the watch, clock and instrument industries, large numbers were also manufactured as backgeared and screwcutting models for use in toolrooms and repair shops. On the latter type the leadscrew ran in a fully-shielded housing beneath the bed whilst the twin "aprons" (they reached down both in front of and behind the saddle to form a particularly rigid housing) were joined together by a casting that supported the clasp nut in a perfect position directly beneath the centre line of the carriage and almost underneath the toolpost.
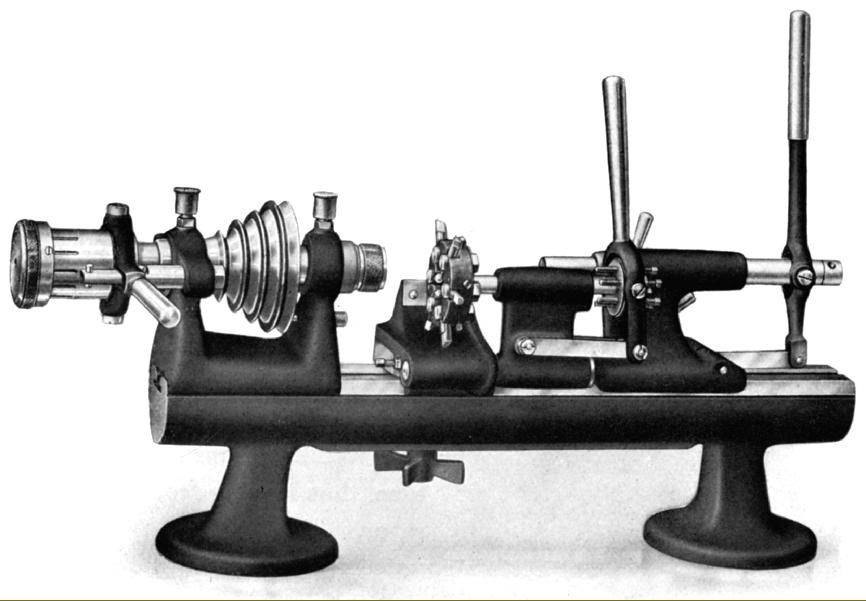
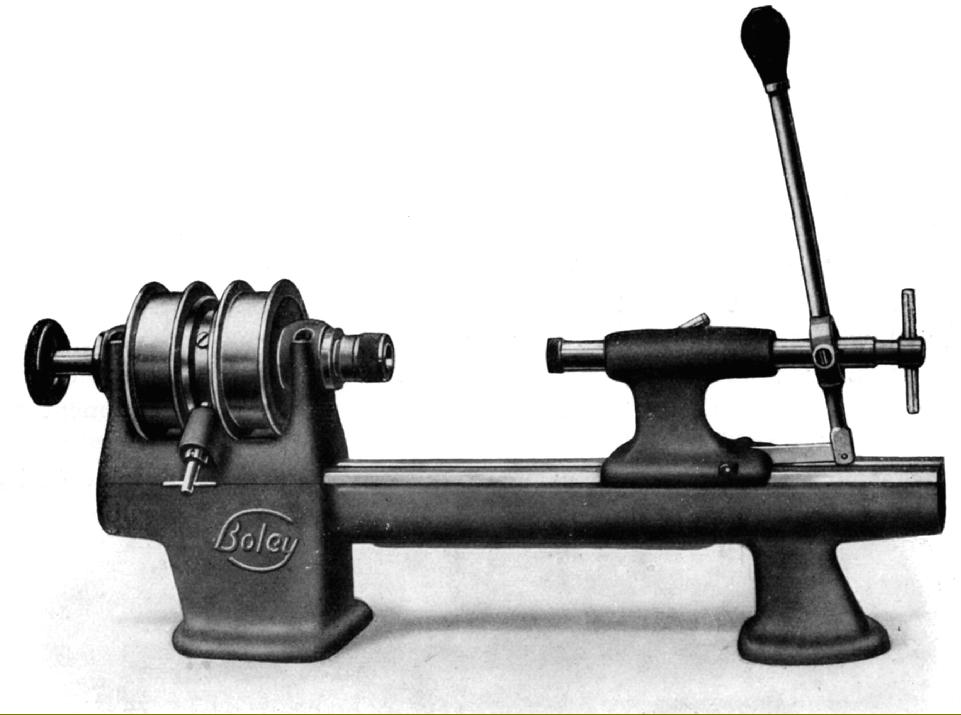
The backgear and its engagement system (when fitted), was neatly enclosed within the headstock casting directly behind the chuck and was a masterpiece of compact engineering, if a little awkward to engage on early versions--and a complete mystery if you don't know how. The secret lies in a small pressed-steel lever on the face of the headstock beneath the chuck (used to engage and disengage the gears) and a difficult-to-locate small screw marked (in very small lettering) "AUS" and "EIN" (in and out) on the side step of the middle pulley. If the screw is turned through 180 degrees, whilst simultaneous oscillating the pulley, a slight "clunk" will be heard as a small spring-loaded pin engages (or disengages) the pulley from the inner bronze backgear. With the pin out of engagement the pulley is free to turn on the spindle (together with its bronze gear) and so engage the backgear assembly to give slow speeds. The pushing force for the pulley-to-gear engagement pin was provided by a powerful spring, contained in a housing bored down through the depth of the largest diameter pulley. The tapping was capped by a large slotted screw that should be removed only if necessary (and be sure to contain the bits as the plug screw comes out). The saddle drive was fitted with an automatic, pre-set disengage to both left and right travel - a most useful facility when taking a long, fine-finishing cut. On some versions of this lathe the headstock pulley ran in its own bearings (concentric to the main spindle bearings) and drove the spindle though a peg - thus relieving the spindle of any loads from the driving belt. The "tumble-reverse" was unusual in that the whole of the banjo arm carrying the changewheels was swung through an arc to pick up the respective drive gear. A knurled-finished handle below the left-hand headstock bearing operated the mechanism. The lathe was available in several other short-bed versions - the H, a simple repetition lathe, the PA for polishing, PS for finishing and the G for finishing and re-cutting threads. Several different stands were available, all of simple design with cast-iron legs and either wooden or metal tops. Models from the mid 1930s were offered with the option of a neat under-drive cast-iron stand with the flat-belt final drive coming from a V-belt countershaft unit built into the lower part of the headstock-end leg (illustrated below).
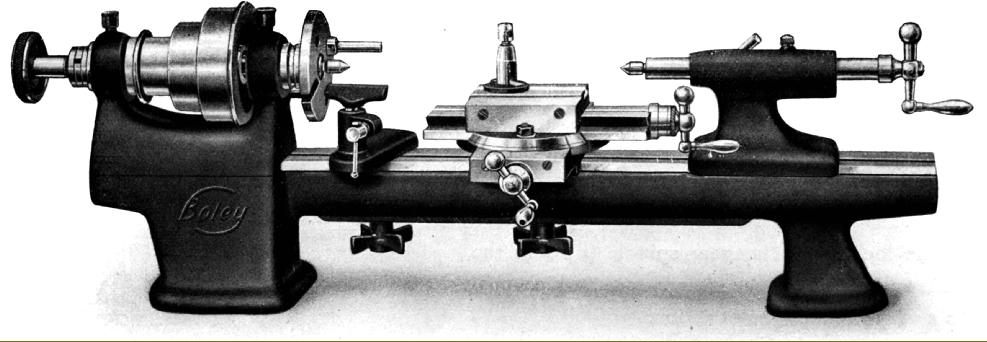
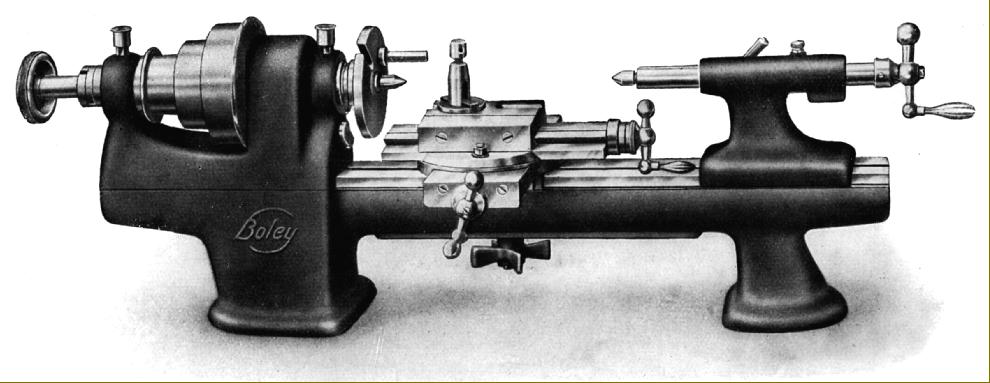
The plain turning precision lathes used a very much simpler form of bed than the screwcutting models, although parts of the compound slide and tailstock - as well as a number of accessories - were common to all types and could be easily interchanged.
It is likely that some G.Boley models, both precision pain turning and screwcutting, were re-badged (or cloned) as "Swisten" for distribution in the UK.
|
|