VRTÁK A VRTÁNÍ.
Napsal FRANTIŠEK KETTNER.
O zhotovování vrtáků.
Ku vrtání otvorů užívá se nástroje,
který sluje vrták. Vrták může si každý sám zhotoviti; aby však dobře vrták zabíral, dlužno jej
náležitě a dle
všech pravidel upraviti. Nesprávný jest náhled mnohých, že vrták — jeden z nejhustěji
užívaných
nástrojů — právě proto může býti ledabyle odbyt. Uvykneme-
li již učně na správné zhotovování vrtáků, bude tak
i v životě svém vždy činiti a ač výkon ten nezabere mu mnoho potřebného času, přece vrták
bude míti vždy správný, theoretický tvar a také bude úkolu na něho kladeného moci se co nejlépe zhostiti.
Při zhotovování téhož počínejme si následovně: Ku výrobě vrtáků
hodí se nejlépe čtyřhranná ocel »H u n d s m a n s k á«, kterou dle potřeby uřízneme a na
konci klínem za pomoci plochého
pilníku opatříme. Délka klínu podmíněna jest však hloubkou otvoru, který máme vrtati.
Pilníkem půlkulatým vytvoří se na oceli krček. Uchopivše ocel do kleští, rozžhavíme ji nad plamenem
lihového kahance a na studené kovadlině rychle zklepeme. Jak má v
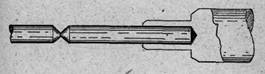
tomto případě kladivo dopadati na ocel, aby
budoucímu vrtáku dodalo správný tvar, o tom
poučí nás připojený obr. 1.
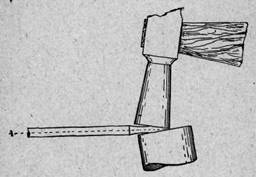
Obr. 1.
Provede-li se přenesení ocele z ohně na studenou kovadlinu velmi rychle a udeří-li se studeným kladivem mocně a prudce na hrot ocele, zhustí a současně i zaka1í se tato již
dostatečně, takže po očištění, napuštění na světležluto a sbrousení hran, máme již hotový vrták, jímž lze všechny podajnější kovy mimo ocele vrtati.
Při
vrtání ocele dlužno ovšem vrták zakaliti, což děje se buď do oleje, neb do rtuti, též do vody s olejem smíšené. Kalení menších vrtáků dá se s výhodou provésti ve rtuti,
k níž přimísí se na prášek
rozmělněný roh. Zamezí se tím
praskání ocele.
Kdo je
majitelem přesného soustruhu
s americkými kleštěmi, může tyto k výrobě vrtáků s výhodou použíti. (Obr. 2.) Stačí po otočení napilovati jen lopatky
a ostří.
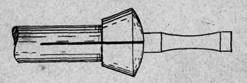
Obr. 2.
Kalení tenkých vrtáků.
Kalíme-li
tenký vrták, upravíme si plamen lampy co možno nejmenší a přiblížíme vrták pouze nad
hrot jeho; je-li ocel červená, mávneme s ní prudce několikráte vzduchem, pak očistíme a napustíme. Vrták je
způsobilý vrtati měkčí
kovy. Kalení děje se tu tím způsobem, že vrták opouští náhle žár a ochlazuje se prostě vzduchem. Hodláme-li takovýto vrtáček
nad plamenem změkčiti
tak, aby se mohl znova zpracovati, je třeba jej po rozžhavení z plamene směrem nahoru zvolna oddalovati, aby rychle neschladl a opět se nezakalil. Poměrně slabá ocel vnímá sdělovanou mu plamenem teplotu
velice rychle a zase
rychle se ochlazuje, což u silnější ocele ovšem není. Napouštíme-li slabý vrták, není nutno dáti jej do plamene, nýbrž
jedině nad něj a
když dostává žlutou barvu, p o n e náhlu jej výš a výše vzdalujeme;
nepatrná chvilenka stačí' a vrták
zmodrá a změkne. Přiblížíme-li se s
tak slabým vrtákem do plamene rychle
se hrot jeho rozžhaví a v zápětí na to
odletují od něho malé svítící
částky ocele provázené
slabým praskáním. Ocel se spálí úplně. Zakalený vrták jest velice tvrdý a křehký, čímž ovšem i náchylný k snadnému
zlomení. Tomu předejdeme
napouštěním, čímž stane se ocel pružnou. Napouštíme vždy dle materiálu, který
máme vrtati; pro tvrdou ocel — je barva světle
žlutavá, sotva znatelná, pro kovy měkké — sytě
žlutá a pro nejměkči — tmavožlutá. Vrtáky dlužno užívati pro ten který kov, pro nějž jsme jej zhotovili, jelikož se ostří buď
snadno otupuje, neb se v měkkém kovu láme.
Ostří vrtáků.
Ostření vrtáků jest ovšem nemálo důležité. Ostření hlavní
má se díti ovšem opětně přesně dle
pravidel předepsaných a musí umožniti
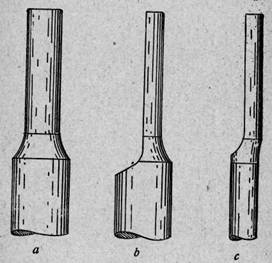
vrtáku, aby do předmětu snadno vnikl a dobře kov krájel. Ostří vrtáku tvarem svým shoduje se s ostřím nože na soustruh, jelikož také má za úkol vykonávati tuto práci. Na obr. 3. možno shlédnouti: a jest napilované ostří; b jest napilovaná drážka kulatým pilníkem; c jest pohled na tuto d r á ž.k u se strany; d jest jednoduché ostří pro vrtáky malé; e pohled na totéž se strany; f ostří nabroušené
do tupého úhlu, jakého užívá se ku vrtání tvrdých kovů; g jest
chybný tvar vrtáku, který
nesnese potřebný tlak na zabrání
třísky. Takovéto ostří zabéře třísku as tak jako plochý nůž na soustruhy. Ostří a,
b, c možno zhotoviti jen u
vrtáků větších; u malých (mnohdy
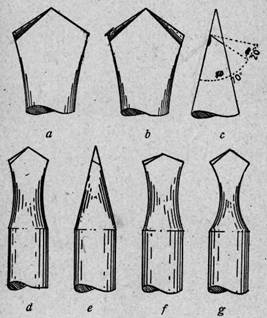
Obr. 3.
Tvar vrtáku pro velké
hloubky.
Stává se
zhusta v praxi, že máme vrtati otvor poměrně dosti hluboký. K tomu třeba opětně zvláštního druhu
vrtáku, jehož zhotovení je již obtížnější, neb lépe řečeno, vyžaduje větší pozornosti. Na obr. 6.
je takový vrták znázorněn obvod ocele přesahují, tím více
vzrůstá škodlivá pružnost vrtáku a vrtání
znemožňuje.

Obr. 6.
ve své působnosti; šířka
lopatek má jen nepatrně přesahovati přes
obvod síly ocele a ponechávati jen
tolik volného místa, aby mohl proběhnouti olej a
vrták se nezadřel. Čím více lopatky přes obvod
ocele přesahují, tím více vzrůstá škodlivá pružnost vrtáku a vrtání znemožňuje.
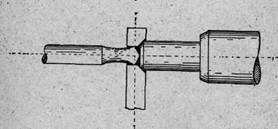
Vrtákem
dle hořejšího vyobrazení v
průměru
jak
následuje: Kousek ocele o něco slabší než síla
vrtáku zapiluje se do zadní části spirálového vrtáku
tak, jak na obr. 7. je patrno, načež se
mosaznou pájkou vše zaletuje. Takto prodlouženým vrtákem lze bez obav hluboké otvory větších rozměrů vrtati.
![]()
Obr. 7.
Zavrtávání čepů.
Obr. 8.
|
|
{kind=link}
{kind=link}
|
Obr. 9. |
správně vrtanými lůžky docílí se přerůzné vady záběrové, jež nejčastěji shledáváme u
soukolí natahovacího. Každý vyvrtaný otvor,
ať již vrtákem lopatkovým či
spirálovým, jest uvnitř drsný a
rýhovaný; tyto rýhy způsobují zadírající se třísky a odlomené součásti vrtáku a jeho ostří. Také ostré hrany lopatek, postupuje-li vrtání rychle, zanechávají rýhy na stěnách otvoru. — Takové otvory dlužno pročistiti, k čemuž po-přesně dle velikosti otvoru vyvrtaného v hřídeli a na konci přitočíme, jak na obr
9. patrno. Na to otvor i hřídelík nově
připravený řádně očistíme, do otvoru
vsuneme a do něho zakrucujeme tak
dlouho, až se v přetočeném místě ulomí. Konečně na nýtovačce čep dorazíme, v roléru ohladíme a čep musí
držeti tak, že nelze jej
nikdy více vyjmouti. Takto zavrtaný čep nelze považovati za hudlaření, ale spíše každému dělníku jen čest podobná práce působí. •
O vrtání ložisek.
Vrtání otvorů ložiskových je zvláště u složitých
hodinových strojů neobyčejně důležité; neužívá se zvláštního
vrtáku, jenž sluje vrták válcový.
Rovněž tyto válcové vrtáky zhotovíme si sami jak následuje:
Na soustruhu v kotouči na kulacení
čepů okulatíme kousek ocele, kterou
jsme před tím otočili; postupujeme tak, jako bychom zhotovovali čep.
(Obr,
Obr. 10.
Po vyvrtání malých čepových lůžek vrtákem lopatkovým, vyčistí se otvor vrtákem válcovým, jak výše uvedeno, zhotoveným. Tento vrták, těsně
do otvoru se hodící, potřeme olejem a zvolna
jím otáčíme, čímž zahladí se veškeré stopy
po vrtáku lopatkovém. Vrtáky válcové, jsou-li
dobře zhotoveny, vydrží velmi
dlouho, nezdržují v práci a uvarují
nás mnoho zlosti. Lůžka
takto zhotovená vzdorují dlouho opotřebování a tím zachová se na dlouho i správný záběr. Sluší přihlížeti i k tomu, jaký
pohyb bude čep v otvoru,
který vrtáme, konati; točí-li se hřídel jedním směrem, leštíme otvor také tímto směrem. Čep v podobném lůžku pohybuje
se lehčeji, nezadře se a
zanechává lůžko stále ve stejném stavu. Při
těchto všech výkonech dlužno zachovávati co
nejpřísnější čistotu, aby docíleno bylo
největší hladkosti. Dříčky nemají vůbec nikdy k těmto pracem býti používány, jelikož jsou konické a čep v takovém otvoru leží na krátko a vydře se pravidelně v prostředku. Zde nepostačuje ani dříčkou s obou stran otvor zvětšovati a má tento
způsob naprosto býti zavržen.
Z
ulice.
První
hodinářský učedník: „Víš-li,
Pepíku, že městská rada
pražská musí se podrobiti oční operaci na klinice professora Deyla?"
Druhý hodinářský
učedník: „Ne, je-li
jen možná, Toníku?"
První hodinářský
učedník: „Nu, už je
tomu tak. Chudák městská
rada pražská má hroznou vlčí
mlhu. Stále kouká na elektrické hodiny k Hainzovům, ale do smrti je tam snad nepo střehne. Není to hrozná oční
choroba?"
Druhý hodinářský učedník: „To je opravdu zvláštní. Ale jinak vidí do kapes poplatníků tak dobře a jasně, jakoby celá byla z Rontgenových paprsků!"
Mars.
|
|